

 LANGUAGE
LANGUAGENa výrobnej linke káblov, ktorá beží na plnú kapacitu, sa jediná etiketovacia stanica s jedným operátorom môže stať prekážkou, ktorá obmedzuje priepustnosť v celej sekvencii balenia. Manuálne označovanie káblových cievok je pomalé, nekonzistentné a – keď je operátor unavený alebo rozptýlený – náchylné na krivé umiestnenie, chýbajúce cievky a bublinky štítkov, ktoré si vynucujú prepracovanie. Pre výrobcov káblov, ktorí zväčšujú objem výroby, nie je eliminácia manuálneho označovania preferovanou kvalitou. Je to požiadavka výrobného inžinierstva.
Táto príručka pokrýva tri technológie v centre tejto automatizácie: automatický stroj na označovanie káblov , podávač káblových štítkov a konkrétny pracovný postup označenie káblovej cievky na integrovanej montážnej linke.
Prečo ručné označovanie cievok káblov zlyhá v mierke
Problémy s manuálnym označovaním káblových cievok sa stanú merateľnými, keď objem výroby dosiahne bod, kedy rýchlosť označovania, nie rýchlosť navíjania, určuje výstupnú rýchlosť linky.
Nekonzistentné umiestnenie. Samolepiaci štítok aplikovaný ručne na bočnú stranu cievky závisí výlučne od pozornosti operátora a uhla uchopenia. Poloha štítka sa medzi cievkami líši o centimetre. Nekonzistentné umiestnenie na hotovom produkte určenom na vystavenie v maloobchode alebo na automatizované skenovanie znamená, že čiarové kódy sa nedajú spoľahlivo naskenovať a v konečnej fáze výroby je narušený profesionálny vzhľad, ktorý odráža kvalitu produktu.
Pracovná závislosť a akumulácia nákladov. Jednotliví operátori označovania predstavujú fixné mzdové náklady, ktoré sa lineárne menia s objemom výroby. Pri výkone nad 300 – 500 zvitkov za zmenu si jedna etiketovacia stanica zvyčajne vyžaduje jedného operátora na plný úväzok, ktorého jediným produktívnym výstupom je umiestňovanie štítkov – funkcia, ktorá negeneruje žiadnu pridanú hodnotu nad rámec toho, čo dokáže dodať automatizované zariadenie za zlomok jednotkových nákladov.
Riziko prekážok v integrovaných linkách. Keď sú navíjanie, balenie a označovanie postupné operácie na súvislej linke, najpomalšia stanica určuje výstupnú rýchlosť celého systému. Manuálne označovanie neustále obmedzuje priepustnosť, pretože rýchlosť ľudskej aplikácie nie je synchronizovaná s rýchlosťou navíjania stroja. Výsledkom je buď nahromadenie vyrovnávacej pamäte pred etiketovacou stanicou, alebo zámerné spomalenie linky, aby zodpovedalo tempu operátora – oboje znižuje efektívny výstup investičného vybavenia s oveľa vyššími jednotkovými nákladmi ako samotný krok etiketovania.
Čo je podávač káblových štítkov
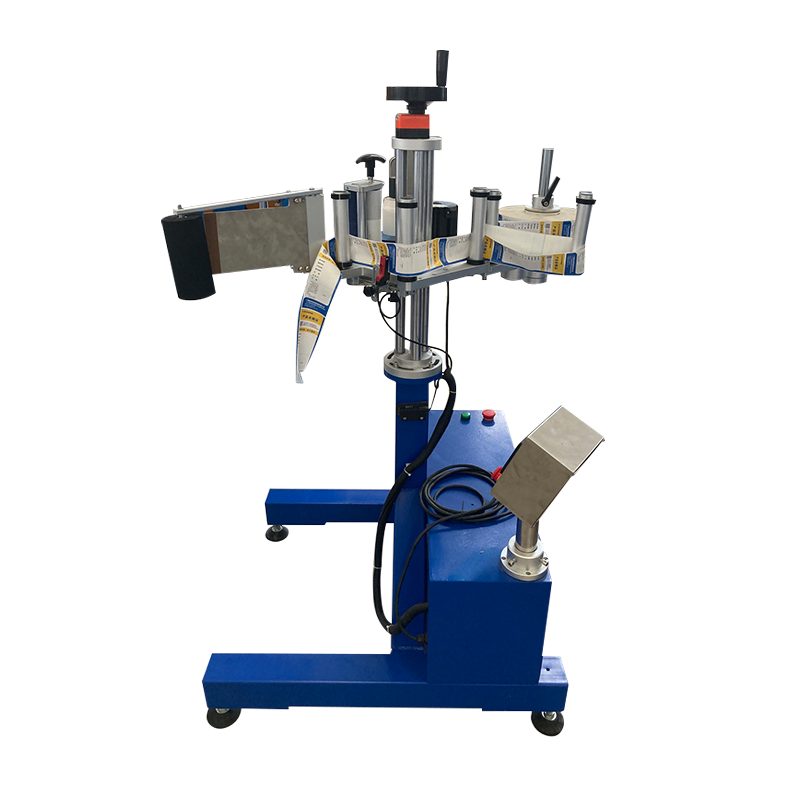
Podávač káblových štítkov je špecializované automatizačné zariadenie, ktoré vydáva vopred vyrobené samolepiace štítky a aplikuje ich na bočnú stranu káblovej cievky, keď prechádza etiketovacou stanicou na montážnej linke. Zariadenie indexuje štítky z kotúča, odlupuje kryciu vrstvu a aplikuje každý štítok na definovanú pozíciu na cievke s konzistentnou orientáciou a tlakom – bez zapojenia operátora.
Kľúčovým rozdielom medzi podávačom káblových štítkov a univerzálnym strojom na štítkovanie drôtov je cieľ aplikácie. Všeobecné stroje na označovanie drôtu sú navrhnuté tak, aby ovíjali štítky okolo valcového povrchu jednotlivých dráh drôtu – štítok aplikujú pozdĺžne pozdĺž drôtu. Naproti tomu podávač káblových štítkov aplikuje štítky na plochá bočná plocha hotového zvitku — povrch viditeľný, keď zvitok stojí vzpriamene alebo vystavený na polici. Toto je požiadavka na označovanie špecifická pre výrobu balených káblových cievok a vyžaduje si inú geometriu podávania, iný uhol zobrazenia etikety a inú presnosť polohy vzhľadom na okraj cievky.
Yessjet's Nálepky na káble Podávač štítkov na označovanie cievok montážnej linky je navrhnutý špeciálne pre túto aplikáciu: vopred vyrobené samolepiace štítky sa automaticky privádzajú a aplikujú na stranu cievky na pohyblivej montážnej linke, pričom nie je potrebná žiadna manuálna obsluha na etiketovacej stanici.
Ako fungujú automatické stroje na označovanie káblov na montážnej linke
Automatický stroj na etiketovanie káblov integrovaný do linky na balenie zvitkov funguje ako synchronizovaná stanica v rámci celkovej postupnosti linky. Pochopenie logiky integrácie objasňuje, čo stroj dokáže, a aké sú podmienky na vstupe a výstupe, ktoré vyžaduje, aby správne fungoval.
Mechanizmus podávania a odlepovania kotúča štítkov. Stroj drží rolku predtlačených samolepiacich etikiet na vretene. Mechanizmus podávania poháňaný krokovým motorom posúva etiketový pás kontrolovanou rýchlosťou. V bode odlupovania sa krycia vrstva ostro ohýba okolo okraja platne, čo spôsobí, že sa štítok oddelí od krycej vrstvy a predloží sa lícom hore na aplikáciu. Vložka sa potom znovu navinie na navíjaciu cievku, čím sa pracovná plocha udrží bez odpadového materiálu.
Detekcia a spúšťanie cievky. Senzor – zvyčajne fotoelektrický spínač umiestnený na vstupe do etiketovacej stanice – zisťuje príchod každej cievky na dopravník. Detekčný signál spustí cyklus vydávania etikety: etiketa sa posunie do aplikačnej polohy a pritlačí sa na stranu cievky v momente, keď cievka dosiahne definovaný bod etiketovania. Časovanie spúšťania je nastaviteľné tak, aby sa synchronizovalo s rýchlosťou dopravníka, čím sa zaisťuje konzistentná poloha umiestnenia štítkov bez ohľadu na menšie zmeny rýchlosti dopravníka.
Aplikačný tlak a prispôsobivosť. Štítok sa nanáša podložkou alebo valčekom, ktorý ho rovnomerne pritlačí na čelo cievky. Rovnomerný kontaktný tlak po celej ploche štítku je rozhodujúci pre zabránenie zdvihnutia okraja, vzduchových bublín a čiastočnej adhézie – všetko bežné chyby pri manuálnej aplikácii. Konzistentný aplikačný tlak je jednou z primárnych kvalitatívnych výhod automatického podávania štítkov oproti ručnému nanášaniu.
Ubytovanie dĺžky štítku. Rôzne káblové produkty vyžadujú rôzne formáty štítkov – štítky s čiarovým kódom, štítky s informáciami o produkte, štítky s bezpečnostnými výstrahami – ktoré sa líšia v dĺžke tlače. Správne špecifikovaný automatický stroj na označovanie káblov sa prispôsobí definovanému rozsahu dĺžok etikiet bez mechanického nastavovania pre každý formát. Rozsah dĺžok štítkov určuje, akú zmes káblových produktov môže stroj obsluhovať bez výmeny nástrojov.
Označenie cievok káblov: Dôležité technické parametre
Výber automatického stroja na označovanie káblov pre aplikáciu na strane cievky vyžaduje vyhodnotenie parametrov, ktoré sú špecifické pre úlohu označovania cievok a ktoré sa líšia od parametrov relevantných pre aplikácie inline označovania vodičov.
| Parameter | Špecifikácia (Podávač nálepiek na káble Yessjet) | Prečo na tom záleží |
|---|---|---|
| Presnosť označovania | ± 1 mm | Určuje spoľahlivosť skenovania čiarových kódov a vizuálnu konzistenciu na hotovom produkte |
| Rozsah dĺžky štítku | 50-160 mm | Musí sa prispôsobiť všetkým formátom štítkov v produktovom mixe bez zmeny nástrojov |
| Menovitý výkon | 150 W (220 V, 60 Hz) | Nízka spotreba energie; kompatibilné so štandardným výrobným podlahovým elektrickým napájaním |
| Stopa stroja | 1100 × 870 × 2000 mm | Kompaktný pôdorys zapadá do existujúcich usporiadaní liniek bez väčšej revízie pôdorysu |
| Hmotnosť stroja | 80 kg | Spravovateľné pre inštaláciu a premiestnenie v rámci výrobnej oblasti |
| Prevádzkový režim | Plne automatický, bez manuálneho ovládania | Eliminuje špecializovaného operátora označovania; umožňuje nepretržitú bezobslužnú prevádzku |
Osobitnú pozornosť si zasluhuje špecifikácia presnosti polohy ±1 mm. V prípade cievok nesúcich vytlačené čiarové kódy presnosť umiestnenia štítkov priamo ovplyvňuje rýchlosť skenovania pri prvom čítaní na kontrolných bodoch a pri prijímaní zákazníkov. Štítok nesprávne umiestnený o viac ako 2 – 3 mm od očakávanej polohy na čele cievky môže spôsobiť zlyhanie nesprávneho zarovnania skenera v automatizovaných prijímacích systémoch, čo spustí manuálny zásah presne vo fáze dodávateľského reťazca, kde automatizácia poskytuje najväčšiu hodnotu.
Úplný prehľad o zostave príslušenstva, ktoré podporuje pracovné postupy výroby káblov, nájdete v celom rade príslušenstvo na výrobu drôtených káblov pokrývajúce riešenia skladovania, označovania, riadenia napätia, dopravy a navíjacích hláv.
Kľúčové výhody automatizácie procesu označovania cievok káblov
Prípad pre automatické stroje na označovanie káblov pri výrobe zvitkov je postavený na merateľných výsledkoch v štyroch dimenziách: práca, kvalita, rýchlosť a sledovateľnosť.
Zníženie nákladov práce. Odstránenie špecializovaného operátora etiketovania z linky eliminuje opakujúce sa náklady na pracovnú silu za zmenu. Priemyselné údaje o automatizácii označovania naznačujú, že spoločnosti, ktoré automatizujú označovacie stanice, môžu znížiť súvisiace mzdové náklady na etiketovacích linkách až o 30 % . Pri veľkoobjemovej výrobe káblov s viacerými zmenami sa to spája s významnými ročnými úsporami oproti kapitálovým nákladom na automatizované zariadenie.
Konzistentná kvalita pri každej cievke. Automatizovaná aplikácia eliminuje variabilitu spôsobenú únavou operátora, zmenami zmien a individuálnymi rozdielmi v technike. Každá cievka dostane štítok na rovnakej pozícii, s rovnakým aplikačným tlakom, bez ohľadu na objem výroby alebo čas zmeny. Táto konzistencia je dôležitá tak pre vzhľad hotového produktu, ako aj pre spoľahlivosť snímania čiarových kódov.
Synchronizácia rýchlosti linky. Podávač káblových štítkov pracuje rýchlosťou určenou rýchlosťou dopravníka výrobnej linky, nie fyzickou kapacitou ľudského operátora. Tým sa odstraňuje označovanie ako prekážka obmedzujúca priepustnosť a umožňuje sa využiť plnú výstupnú kapacitu predradeného navíjacieho a baliaceho zariadenia bez obmedzovania rýchlosti na etiketovacej stanici.
Podpora sledovateľnosti a identifikácie. Konzistentné, strojovo aplikované štítky nesú čiarový kód, QR kód alebo údaje o postupnom číslovaní, ktoré umožňujú vysledovateľnosť produktu od baliacej linky až po distribúciu ku koncovému zákazníkovi. Výrobcom káblov, ktorí dodávajú zákazníkom z oblasti priemyslu, stavebníctva alebo dátovej infraštruktúry, kde je identifikácia kábla požiadavkou špecifikácie projektu, strojové štítky poskytujú konzistentnosť označovania, ktorú ručná aplikácia nemôže spoľahlivo zabezpečiť pri objeme výroby.
Integrácia so širšou káblovou výrobnou linkou
Podávač káblových štítkov poskytuje svoju plnú hodnotu, keď je integrovaný ako jedna stanica v rámci kompletnej automatizovanej postupnosti balenia, a nie prevádzkovaný ako samostatné zariadenie. Typická sekvencia linky na balenie zvitkov – navíjanie, viazanie alebo balenie, označovanie a preprava na paletizáciu – je navrhnutá tak, aby plynulo prúdila, pričom každá stanica odovzdáva hotový produkt ďalšej bez ručnej manipulácie medzi jednotlivými fázami.
V tomto poradí je etiketovacia stanica umiestnená medzi zariadením na balenie zvitkov a výstupným dopravníkom. Cievka prichádza zabalená a zviazaná, prechádza cez stanicu podávača etikiet, kde sa automaticky aplikuje bočná etiketa, a pokračuje na dopravník na zber alebo paletizáciu. Celá sekvencia od vytvorenia zvitku až po označený hotový výrobok prebieha bez zásahu operátora na akejkoľvek stanici.
Yessjet's plne automatické navíjacie a baliace zariadenia je navrhnutý s ohľadom na túto integráciu. Navíjacie, baliace a viazacie stroje v produktovom rade vyrábajú hotové zvitky s rozmermi a konzistenciou, ktoré sú potrebné pre spoľahlivú automatickú aplikáciu štítkov v smere toku – cievky s jednotným priemerom a geometriou plochej plochy sú predpokladom pre konzistentné umiestňovanie štítkov ±1 mm. Keď je podávač etikiet dodávaný spolu s navíjacím a baliacim zariadením od toho istého výrobcu, špecifikácie rozhrania, výšky dopravníka a geometria podávania zvitkov sú koordinované skôr dizajnom, než vyžadujú integračnú prácu na mieste.
Pre výrobcov káblov, ktorí plánujú alebo modernizujú kompletné výrobné linky – od vytláčania cez navíjanie, balenie, označovanie a paletizáciu – Yessjet's kompletné riešenia výroby káblov na kľúč pokryť celú sekvenciu zariadení koordinovaným návrhom, podporou inštalácie a službami uvedenia do prevádzky, aby sa zabezpečilo, že každá stanica na linke bude od prvého dňa fungovať ako integrovaný systém.










